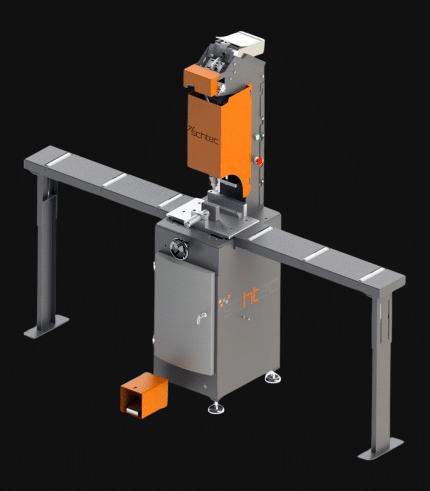
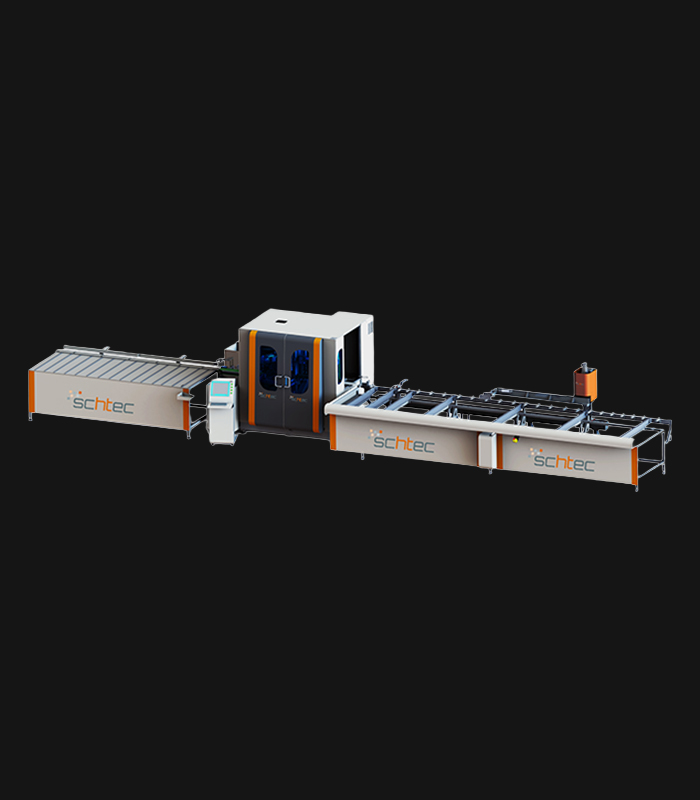
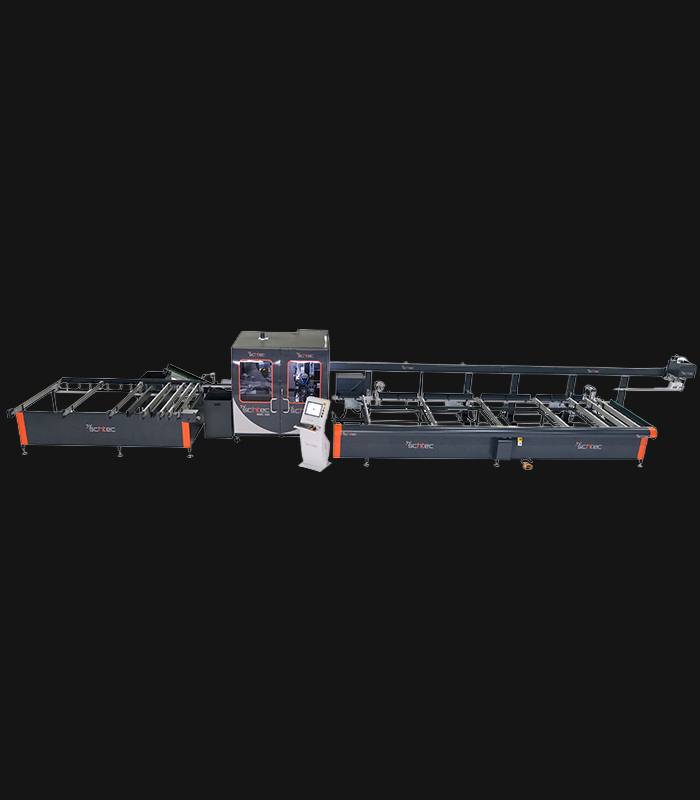

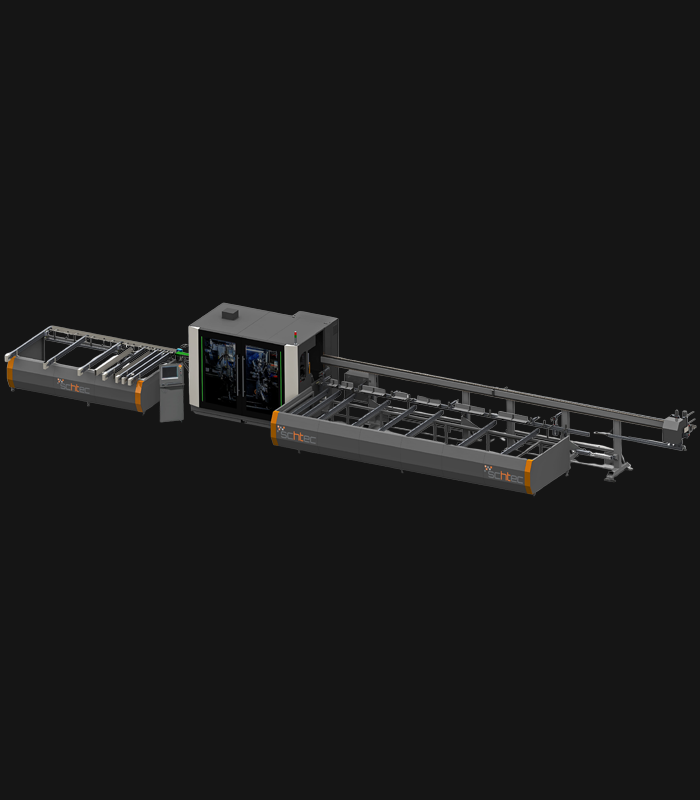
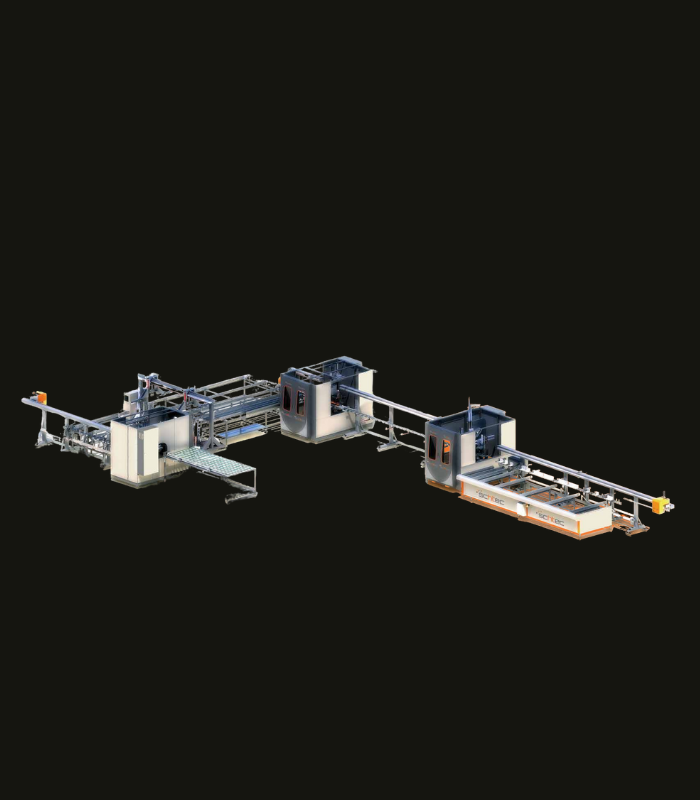







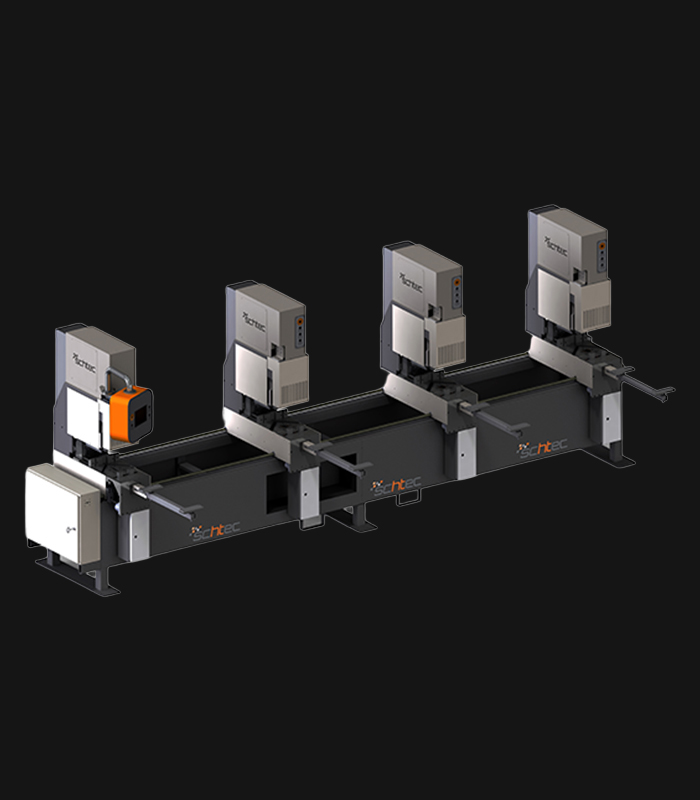
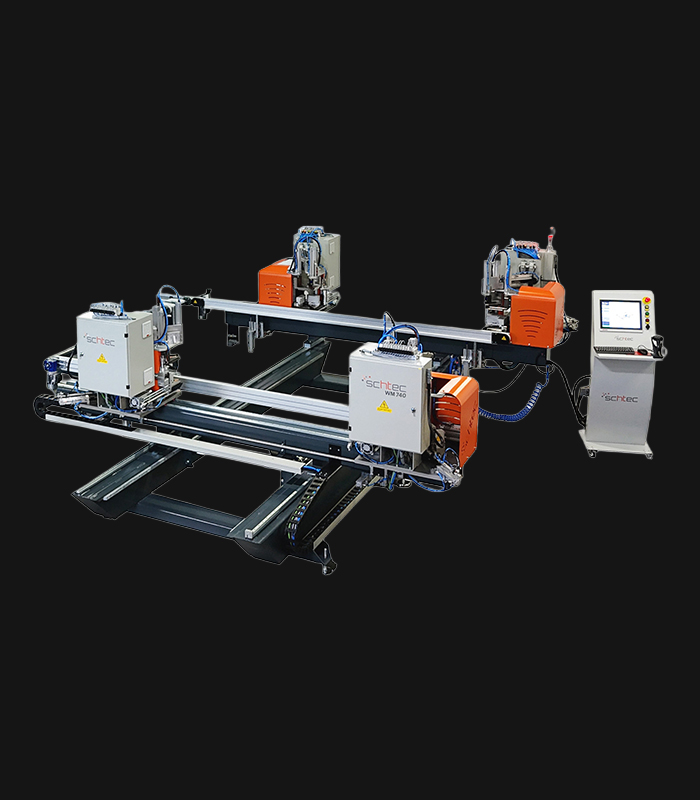









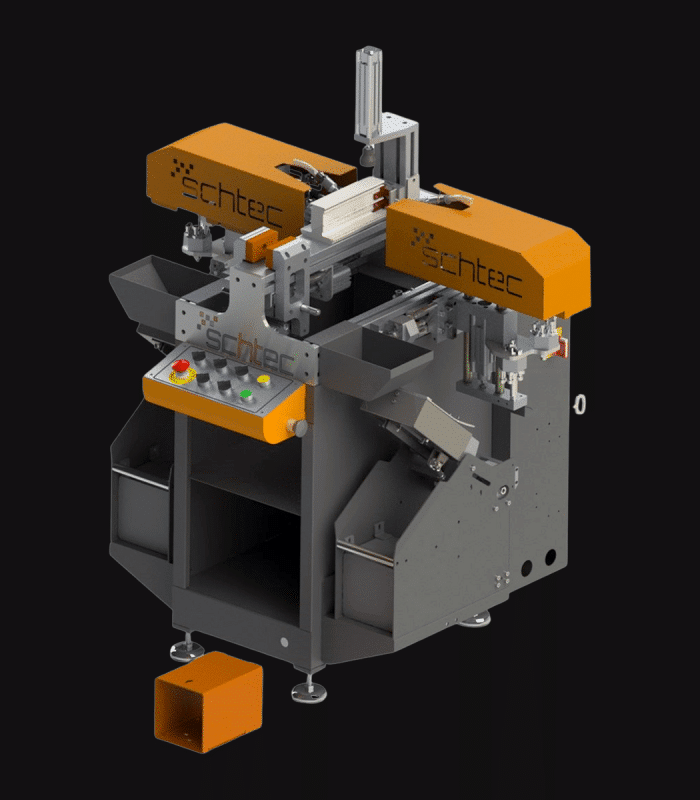
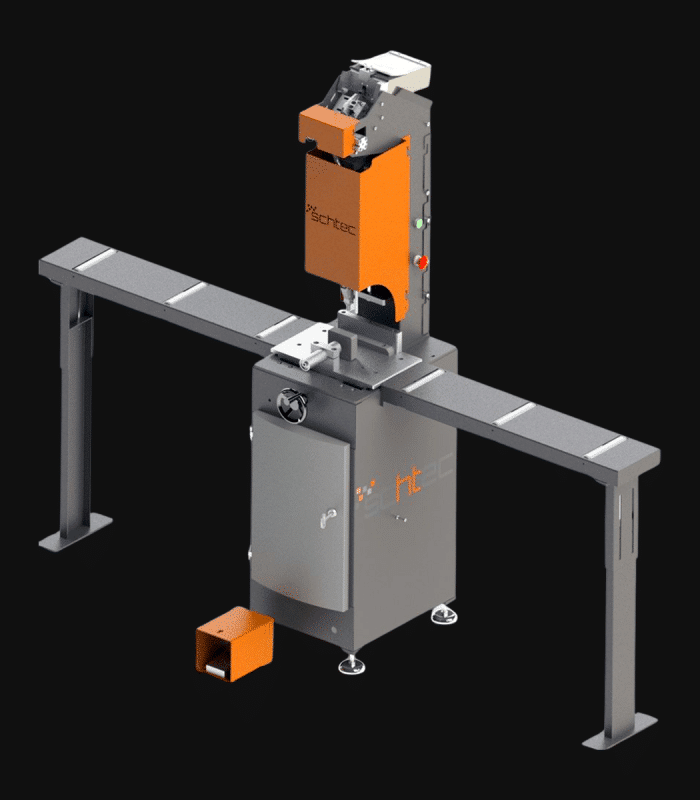
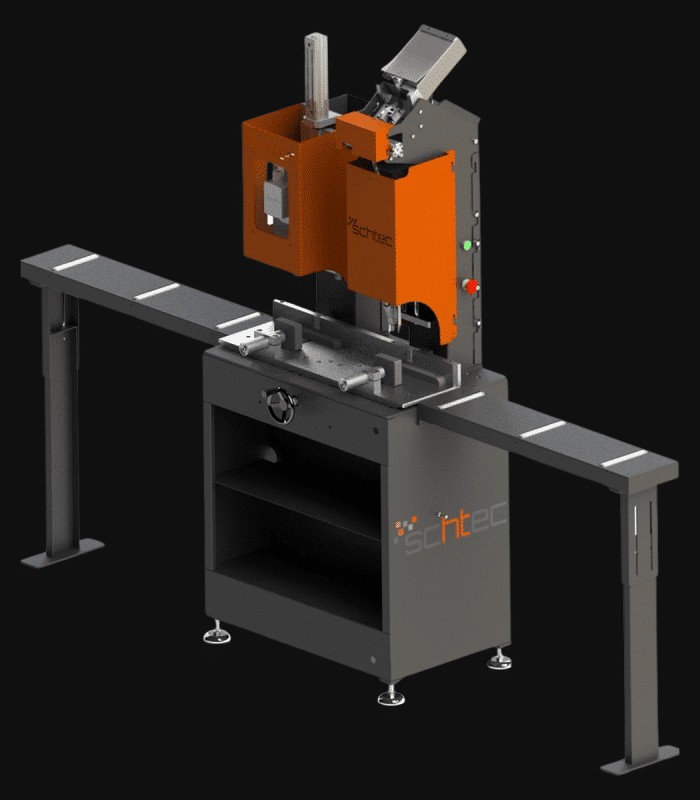
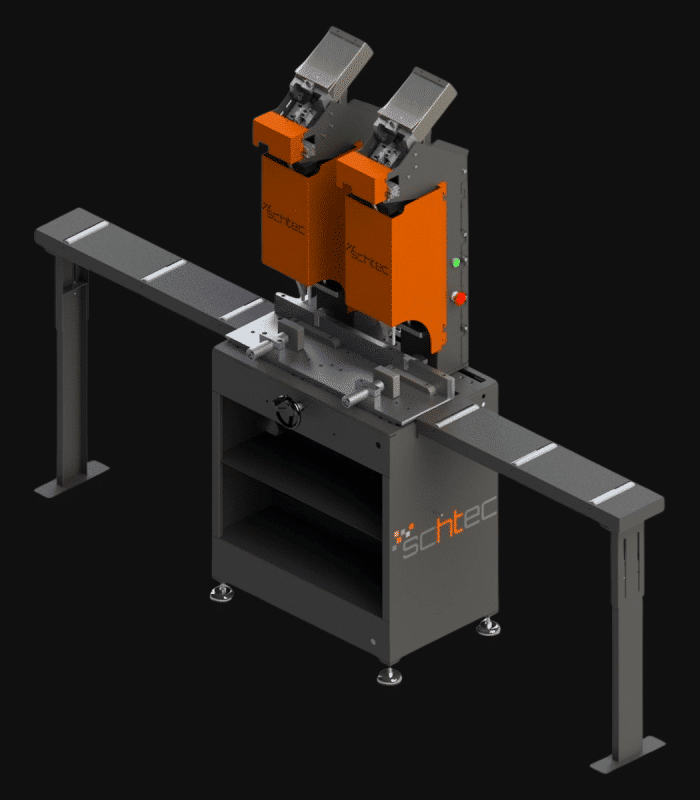




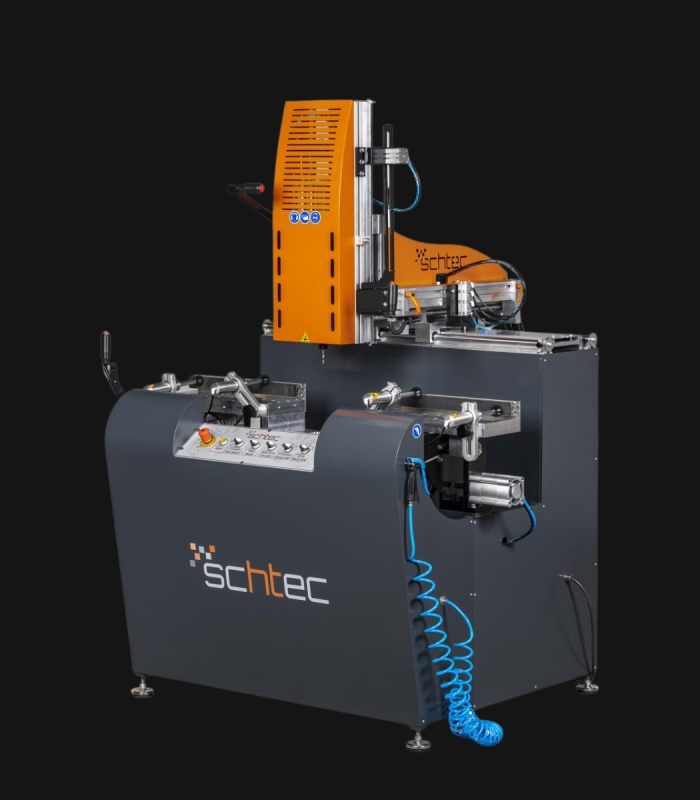
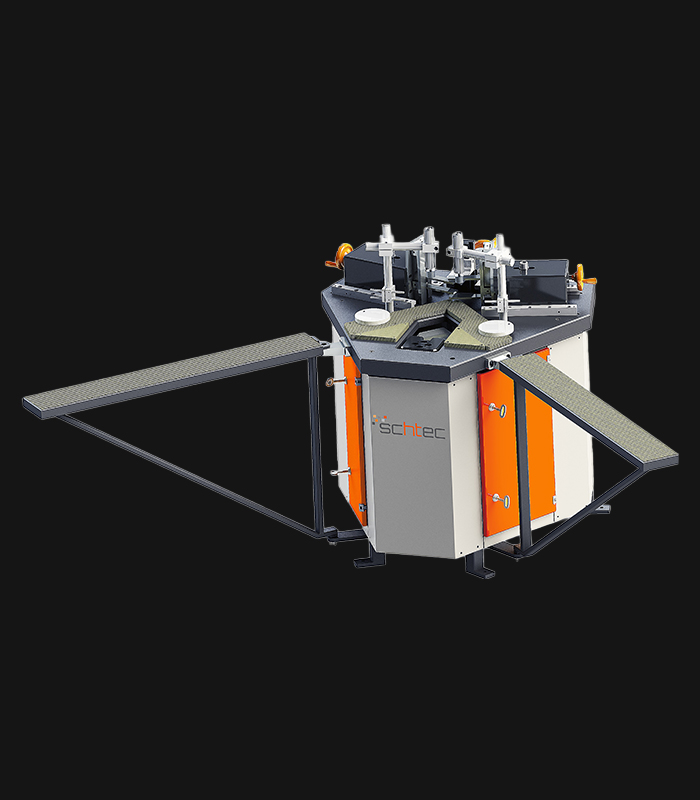
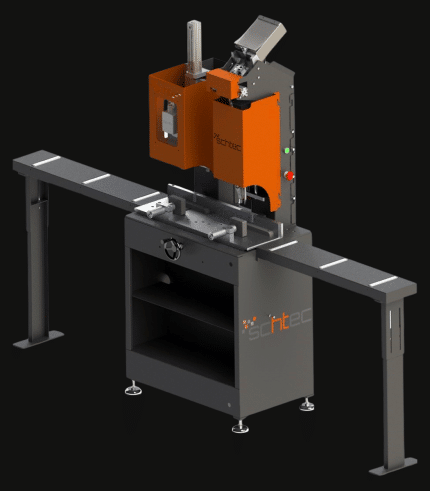







RS 172 Çift Kafa Dikey Destek Sacı Vidalama Makinesi
SCHTEC RS 172, PVC ve alüminyum profiller için çift kafalı dikey vidalama sunar. Pnömatik besleme, tork ayarı ve 1.5 sn/kafa hızıyla yüksek hassasiyet ve verimlilik sağlar.
RS 172 Teknik Özellikler
| Motor Gücü | 2 kW |
| Elektrik Değeri | 220 V, 1 Ph, 50-60 Hz |
| Hava Basıncı | 6-8 bar |
| Hava Tüketimi | 16 lt./min |
| Maks. Profil. Genişliği | 130 mm |
| Min Profil İşleme Genişliği | 15 mm |
| Makine Yüksekliği | 2,000 mm |
| Makine Uzunluğu | 500 mm (konveyör ile 2.230 mm ) |
| Makine Genişliği | 610 mm |
| Makine Ağırlığı | 150 kg |
Standart Özellikler
- Havalı otomatik vida besleme ünitesi
- Vidalama kafaları eşzamanlı ya da ayrı çalışma özelliğine sahiptir
- Vidalama işlemi bittikten sonra otomatik stop
- Ayak pedalı ile hatasız vidalama kontrolü
- Hatalı kullanım önleyici güvenlik switch'i
- Vida yüksekliğini ayarlayan özel switch
- Vidalama esnasında profili otomatik sıkıştırma
- Ayarlanabilir destekli profil dayama mesafesi
- Uzun ömürlü uç kullanımı ve kolay değiştirme imkânı
- Kullanılan vidaya göre tork ayarı
- Ortalama vidalama hızı: 1,5 sn / adet (Her kafa için)
Opsiyonlar
SCHTEC RS 172 Çift Kafa Dikey Destek Sacı Vidalama Makinesi, PVC ve alüminyum profillerde yüksek hızda ve hassas vidalama işlemleri için tasarlanmıştır. Eşzamanlı veya bağımsız çalışabilen iki vidalama kafası sayesinde esneklik ve üretkenlik sağlar. Pnömatik otomatik vida besleme sistemi istikrarlı performans sunarken, ayak pedallı kontrol ve güvenlik switch’i hatasız ve güvenli çalışma imkânı verir. Ayarlanabilir tork sistemi, otomatik profil sıkıştırma ve her kafa için 1.5 saniyelik vidalama hızıyla RS 172, profesyonel üretim hatlarında maksimum verimlilik ve dayanıklılık sağlar. Meta Description (Türkçe): SCHTEC RS 172, PVC ve alüminyum profiller için çift kafalı dikey vidalama sunar. Pnömatik besleme, tork ayarı ve 1.5 sn/kafa hızıyla yüksek hassasiyet ve verimlilik sağlar.