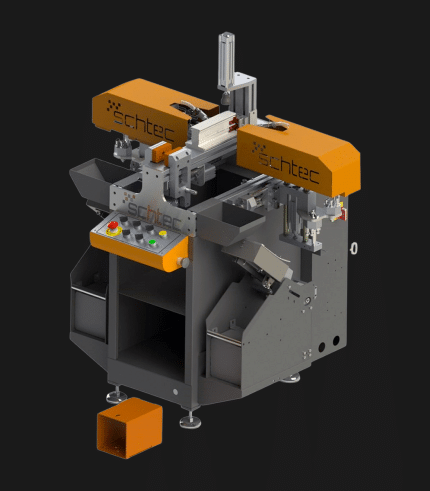
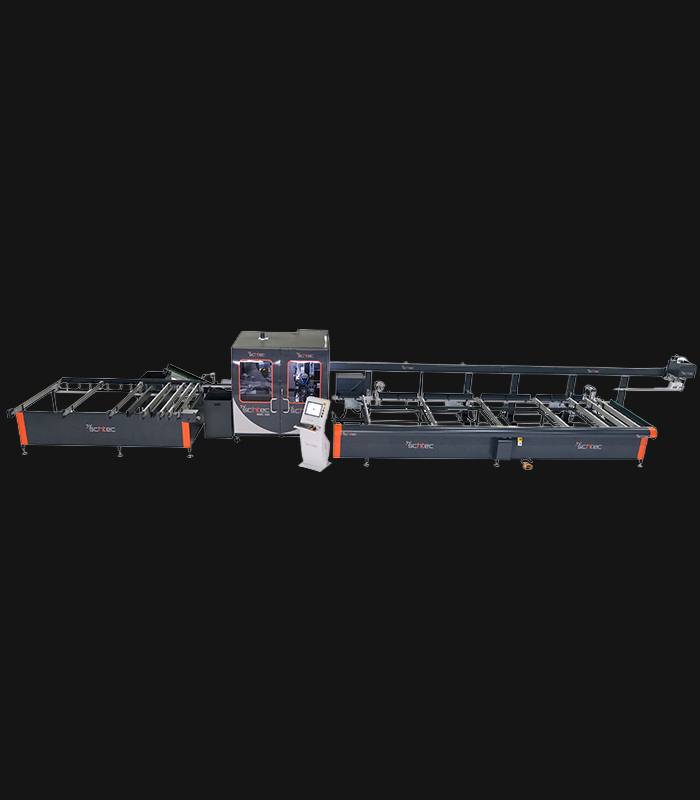

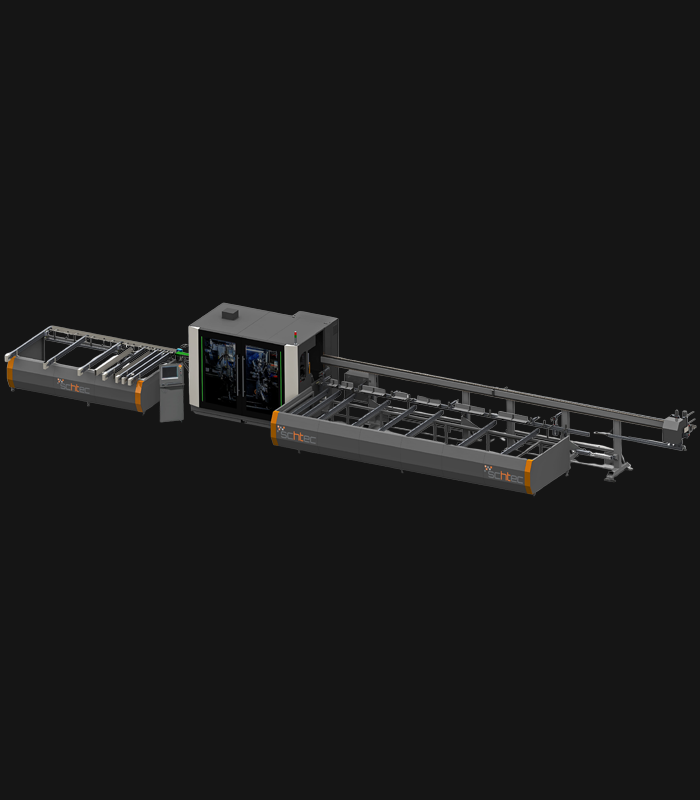


















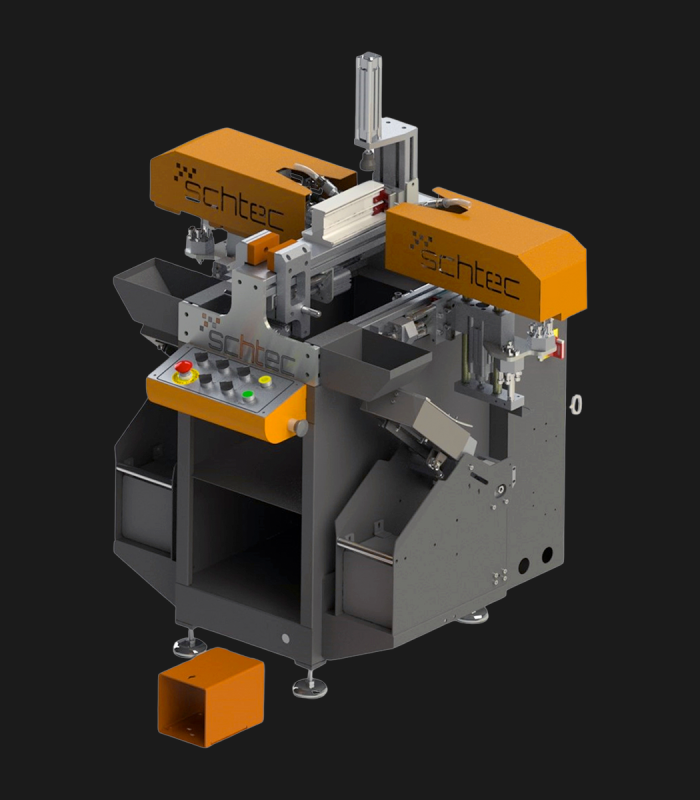




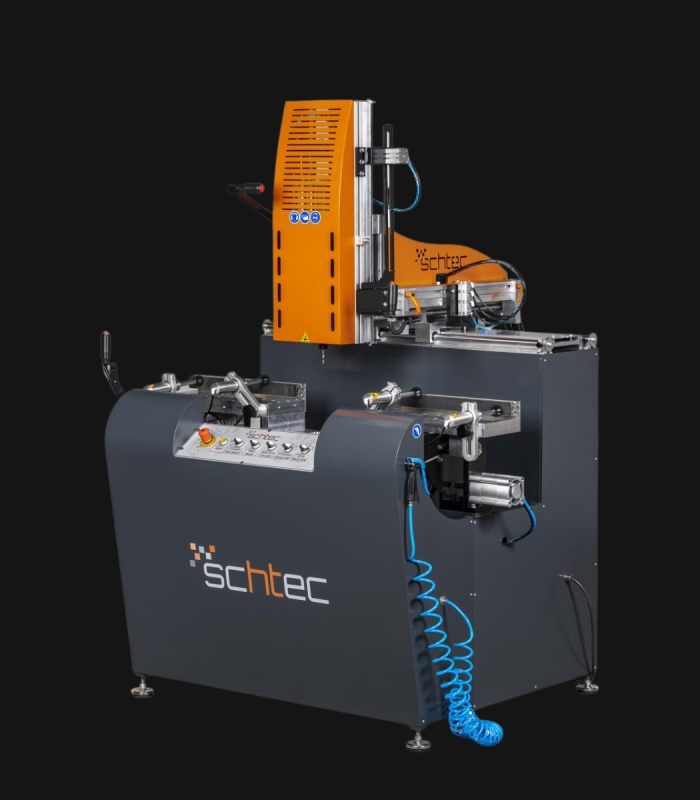




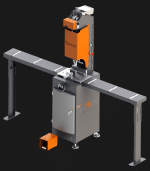

RS 171 Dikey Destek Sacı Vidalama Makinesi
Schtec RS 171: Pnömatik otomatik vida besleme, tork ayarı ve 1,5 sn vidalama süresiyle kompakt, güvenli ve verimli çözüm.
RS 171 Teknik Özellikler
| Hava Basıncı | 6-8 bar |
| Hava Tüketimi | 16 lt./min. |
| Maks. Profil. Genişliği | 130 mm |
| Min Profil İşleme Genişliği | 15 mm |
| Makine Yüksekliği | 2.000 mm |
| Makine Uzunluğu | 500 mm (2.230 mm konveyör ile) |
| Makine Genişliği | 610 mm |
| Makine Ağırlığı | 150 kg |
Açıklama
Standart Özellikler
- Havalı otomatik vida besleme ünitesi
- Basma kavramalı otomatik vidalama
- Vidalama sonrası otomatik durdurma
- Ayak pedalı ile hatasız vidalama kontrolü
- Hatalı kullanımı önleyici güvenlik switch’i
- Vida yüksekliğini ayarlayan özel switch
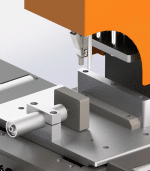
- Vidalama sırasında profili otomatik sıkıştırma
- Ayarlanabilir dayama mesafeleri ile profil desteği
- Dayanıklı uç kullanımı ve kolay değişim imkânı
- Kullanılan vidaya göre tork ayarı
- Ortalama vidalama hızı: 1,5 sn / adet
Ürün Açıklaması
Schtec RS 171, PVC ve alüminyum profillere destek sacı monte etmek için özel olarak tasarlanmış dikey bir vidalama makinesidir. Pnömatik otomatik vida besleme ünitesi ve basma kavramalı sistemi sayesinde hızlı ve güvenli vidalama sağlar. İşlem yaklaşık 1,5 saniyede tamamlanır ve otomatik durdurma özelliği güvenliği garanti eder. Ayak pedalı kontrolü, tork ayarı ve hassas vida yüksekliği ayarı ile maksimum performans ve kullanım kolaylığı sunar.
SSS